4 月,增材制造零件的先进加工:研究项目 Ad-Proc-Add 报告了其在增材减材制造工艺链方面的工作。日前,Ad-Proc-Add项目获悉,维也纳科技大学正在研究粉末床3D打印的最佳工艺参数工作中。在 3D-limitless 杂志发布的最新新闻稿中,多特蒙德技术大学加工研究所的研究人员报告了作为 Ad-Proc-Add 项目的一部分的表面磨削磨料精细加工工艺的调查、外圆磨削、湿式喷砂 (WAJM) 和增材制造金属部件的微精加工。该研究的结果提供了对加工选项和初始添加剂成分生产的影响的见解。
对表面要求高
增材制造已进入许多工业分支。对组件的高要求导致需要合适的工艺链。重点是增材制造和后处理的结合。这反映在必须满足形状和尺寸精度以及表面质量方面的高要求的功能表面上。根据研究人员的说法,创建的表面是不充分的,尤其是金属部件制成的 3D 打印部件,这使得减材工艺的使用,特别是精细和超精细加工工艺,如研磨和微精加工,很有趣,因为这些从摩擦学的角度启用功能表面。减法在此处也称为功能化方法。
多特蒙德技术大学加工研究所的 Biermann 教授 和 Meik Tilger博士 研究了使用精细加工工艺增材制造部件的功能化,以进一步提高增材制造部件的质量和功能。
研磨、湿式喷砂 (WAJM) 或微精加工
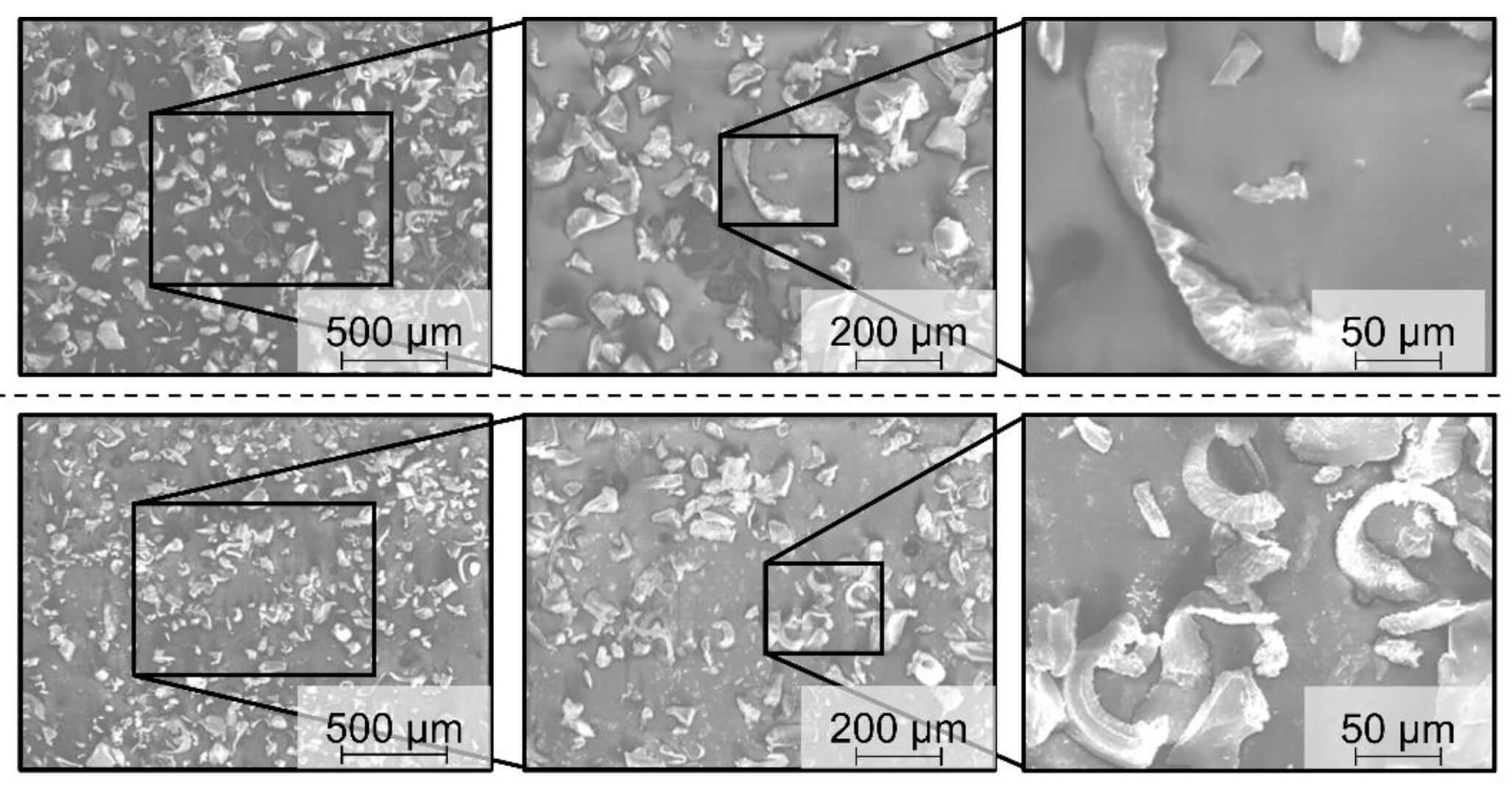
作为跨学科合作项目 Ad-Proc-Add 的一部分,该团队表明增材制造部件的磨削通常适用于后处理。增材工件的堆积方向影响研磨、湿式喷砂 (WAJM) 或微精加工时的加工结果。然而,研究人员发现对增材制造部件的原始质量有重大影响。特别是,高孔隙率被确定为表面缺陷和精加工后表面质量不足的主要原因。涂层结构中的气孔主要归因于可能的粉末老化或粉末水分过多。
在旋转对称部件的精加工中出现了困难,特别是在使用心轴夹紧时。湿式喷砂 (WAJM) 或微精加工中的高初始粗糙度和低材料去除率导致研究人员认为中间研磨工艺在经济上是必要的。研究人员看到了这一领域的潜力,可以进一步优化增材减材工艺链,从而提高增材制造部件的质量和功能。该项目的最终报告可从 Forschungskuratorium Maschinenbau (FKM) eV 获得。邮寄地址:Lyoner Str. 18, 60528 Frankfurt am Main。
相关文章





























